قالب ریژه چیست؟ همه چیز درباره ریختهگری ثقلی طلا

قالب ریژه، یکی از مهمترین ابزارها در صنعت ریختهگری است که نقش مهمی در تولید قطعات فلزی با کیفیت بالا ایفا میکند. اما آیا میدانید این قالبها چگونه کار میکنند و چرا در صنایع مختلف از جمله خودروسازی و جواهرسازی اهمیت ویژهای دارند؟
قالب ریژه، که در فرآیند ریختهگری دائمی استفاده میشوند، امکان تولید تا ۱۰۰ قطعه در ساعت را فراهم میکند. همچنین، این قالبها با تحمل دمای بین ۱۲۵۰ تا ۱۳۰۰ درجه سانتیگراد، میتوانند طیف وسیعی از فلزات را شکل دهند.
اما سؤال اینجاست: «چه عواملی باعث میشود تا تولیدکنندگان بین انواع مختلف این قالبها، از چدنی گرفته تا گرافیتی، یکی را انتخاب کنند؟»
قالب ریژه چیست؟
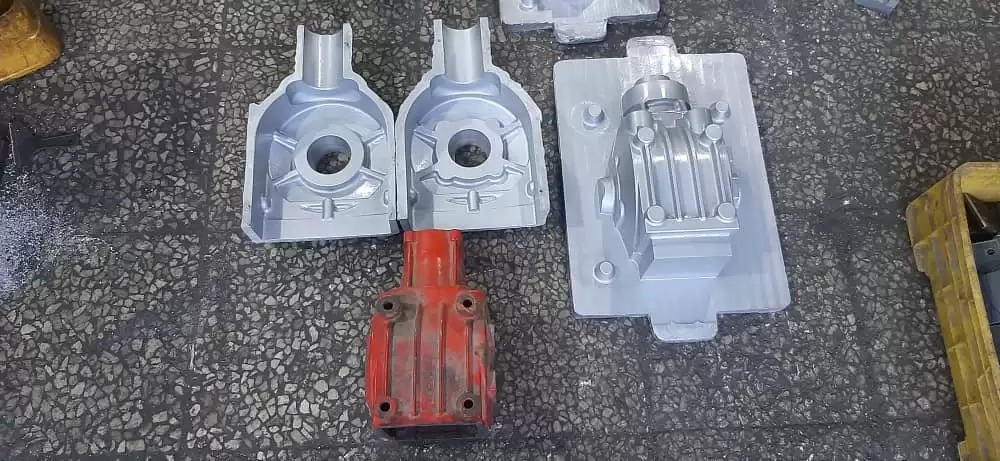
قالب ریژه یک نوع قالب فلزی چندبار مصرف است که در صنعت ریختهگری برای تولید انبوه قطعات فلزی با دقت و کیفیت بالا استفاده میشود. این قالب از دو یا چند قطعه فلزی ساخته شده و معمولا شامل ماهیچههای فلزی و غیرفلزی است.
قالب ریژه به دلیل قابلیت استفاده مکرر و تولید قطعات با کیفیت یکسان، روشی کارآمد و اقتصادی برای تولید انبوه محسوب میشود.
ریخته گری ریژه چیست؟
ریختهگری ریژه در صنعت فلزکاری برای تولید انبوه قطعات فلزی دقیق استفاده میشود. در این روش، از قالبهای فلزی چندبار مصرف استفاده میکنند که قبل از ریختن فلز مذاب، گرم میشوند. جالب است بدانید که به این روش، ریختهگری ثقلی هم میگویند، چون از نیروی جاذبه برای هدایت فلز مذاب به درون قالب استفاده میکند.

مزیت بزرگ این روش، امکان تولید مداوم قطعات یکسان با کیفیت بالاست. در این فرآیند، فلز مذاب فقط با وزن خودش و بدون هیچ فشار اضافهای به درون قالب میرود. سپس، بعد از اینکه فلز سرد و سفت شد، قالب را باز میکنند و قطعه آماده را بیرون میآورند.
این روش برای ساخت قطعات متوسط و کوچک در صنایعی مثل خودروسازی عالی است. علاوهبراین، در این روش با استفاده از دستگاههای خودکار، سرعت تولید را بسیار بالا میبرند.
بیشتر بخوانید: همه چیز درباره خصوصیات فلز طلا
فرآیند ریخته گری در قالب ریژه چگونه است؟
فرآیند ریخته گری در قالب ریژه در چند مرحله اساسی انجام می شود:

۱- آمادهسازی قالب: ابتدا قالب فلزی چندبار مصرف را تا دمای حدود ۲۰۰ تا ۳۰۰ درجه سانتیگراد گرم میکنند. این کار از شوک حرارتی به مذاب جلوگیری میکند.
۲- نصب ماهیچهها: ماهیچههای فلزی برای شکلهای ساده و ماهیچههای گچی یا ماسهای برای اشکال پیچیده در قالب قرار میگیرند.
۳- ریختن مذاب: فلز مذاب با دمایی حدود ۷۰۰ تا ۱۲۰۰ درجه سانتیگراد (بسته به نوع فلز) به آرامی در دهانه بارریز ریخته میشود.
۴- پر شدن قالب: فلز مذاب به واسطه نیروی گرانش و بدون نیاز به فشار خارجی، به درون قالب جریان مییابد. برای ایجاد فشار کافی، دهانه بارریز ۱۰ تا ۳۰ سانتیمتر بالاتر از کف قالب قرار میگیرد، تا مذاب به طور کامل و یکنواخت تمام فضای قالب را پر کند.
۵- انجماد و سرد شدن: پس از ریختهگری، قطعه طی مدتی بین ۳۰ ثانیه تا چند دقیقه، بسته به ابعاد و جنس آن، منجمد میشود. در این مرحله، سرعت خنکسازی به دقت تحت کنترل است تا با ضخامت قطعه متناسب باشد.
۶- باز کردن قالب: پس از انجماد کامل، قالب به روش دستی یا با سیستمهای هیدرولیکی باز میشود.
۷- خارج کردن قطعه: قطعه نهایی از قالب خارج شده و برای عملیات تکمیلی آماده میشود.
۸- بازرسی و آمادهسازی مجدد: قالب بررسی شده و برای چرخه بعدی تولید آماده میشود.
این فرآیند میتواند با استفاده از سیستم های گردان تا ۱۰۰ قطعه در ساعت تولید کند.
ریژه طلا چیست؟
ریژه طلا، ابزاری ضروری در صنعت جواهرسازی به حساب میآید و در تولید شمشهای طلا کاربرد دارد. این قالبهای ویژه، که اغلب از گرافیت با کیفیت بالا ساخته میشوند، امکان شکلدهی دقیق و یکنواخت به فلز گرانبها را فراهم میکند.

طراحی هوشمندانه ریژه طلا، همراه با مقاومت حرارتی بالا، اجازه میدهد تا فرآیند ریختهگری بارها و بارها بدون آسیب به قالب تکرار شود. همچنین، سطح صاف و صیقلی این قالبها، تولید شمشهایی با ظاهری زیبا و حرفهای را تضمین میکند.
یکی از ویژگیهای برجسته ریژه طلا، خاصیت خودروانکنندگی آنهاست. این خصوصیت، جداکردن شمش از قالب را به فرآیندی آسان و بدون دردسر تبدیل میکند. بهعلاوه، ریژه طلا در طیف گستردهای از اندازهها و اشکال عرضه میشوند. این تنوع به تولیدکنندگان اجازه میدهد شمشهایی با وزن و ابعاد مختلف، از شمشهای کوچک چند گرمی گرفته تا نمونههای بزرگتر چند کیلوگرمی را تولید کنند.
انواع روش ریختهگری ریژه
انواع روشهای ریخته گری در قالب ریژه به سه دسته اصلی تقسیم می شوند:

۱- روش دستی ریختهگری ثقلی
در این فرآیند، تمام مراحل از ریختن مذاب تا خارج کردن قطعه، توسط نیروی انسانی انجام میشود. روش دستی ریختهگری ثقلی برای ساخت طیف وسیعی از قطعات با ضخامتهای متفاوت، از ظریفترین (۱ میلیمتر) تا ضخیمترین (۵۰ میلیمتر) کاربرد دارد.
یکی از مزایای چشمگیر این شیوه، توانایی تولید قطعات حجیم با برجستگیهای قابل توجه تا ۱۰ سانتیمتر است. جالب اینجاست که با وجود پیشرفتهای فناوری در صنعت ریختهگری، هنوز بیش از نیمی (حدود ۶۰٪) از قطعات ریژه با همین روش سنتی و کارآمد تولید میشوند.
۲- روش نیمهاتوماتیک ریختهگری ریژه
روش نیمهاتوماتیک ریختهگری ریژه، گامی مهم در مدرنسازی این صنعت است. در این شیوه، سیستمهای هیدرولیکی قدرتمند با فشاری تا ۲۰۰ بار، وظیفه باز و بسته کردن قالب را بر عهده دارند. این نوآوری نه تنها سرعت تولید را به طور چشمگیری (تا سه برابر) افزایش میدهد، بلکه بار فیزیکی سنگین را از دوش کارگران برمیدارد.
البته، هنوز مراحل حساس ریختن مذاب و خارج کردن قطعه نهایی به مهارت دست انسان نیاز دارد. این روش بهویژه برای تولید انبوه مناسب است و میتواند تا ۱۰۰۰ قطعه فلزی را در یک روز کاری تولید کند.
۳- روش تماماتوماتیک قالب ریژه
روش تماماتوماتیک نماد تمام مراحل فرآیند را از ذوب فلز تا استخراج قطعه نهایی، به طور خودکار و با استفاده از ماشینآلات هوشمند انجام میدهد. دقت فوقالعاده این روش تا ۰٫۱ میلیمتر، همراه با توانایی تولید ۱۰۰ قطعه در ساعت، آن را به گزینهای ایدهآل برای تولید انبوه بدل کرده است.
البته، این فناوری امکان ساخت طیف گستردهای از قطعات، از قطعات کوچک ۵ سانتیمتری تا اجزای بزرگ یک متری را فراهم میکند. شاید مهمترین مزیت این روش، کاهش چشمگیر خطاهای انسانی تا ۹۵ درصد باشد؛ چراکه رباتهای دقیق جایگزین نیروی انسانی شدهاند.
بیشتر بخوانید: اجرت طلا را چگونه محاسبه میکنند؟
انواع قالب ریختهگری ریژه
قالبهای ریژه، که در فرآیند ریختهگری دائمی استفاده میشوند، دو نوع اصلی دارند:

۱- قالب چدنی ریژه
این قالبها عمدتا از چدن خاکستری ساخته میشوند و ویژگیهای منحصربهفردی دارند:
- مقاومت حرارتی: تحمل دمای کاری بین ۱۲۵۰ تا ۱۳۰۰ درجه سانتیگراد
- کاربرد: مناسب برای ریختهگری فلزات گرانبها و غیرآهنی
- ویژگی خاص: ضریب انبساط حرارتی پایین (حدود ۱۰ میکرومتر بر متر در هر درجه سانتیگراد)
- پوشش داخلی: با لایهای از قیر یا کربن ریز (با ضخامت حدود ۰٫۱ میلیمتر) برای جلوگیری از چسبندگی فلز
۲- قالب گرافیتی ریژه
این قالبها از گرافیت با خلوص بالا (معمولا بیش از ۹٫۹۹ درصد) ساخته میشوند و مزایای خاصی دارند:
- کیفیت سطح: ایجاد سطحی بسیار صاف در محصول نهایی
- تنوع اندازه: از ۱۰۰ گرم تا ۱ کیلوگرم برای شمشهای مختلف
- خلوص بالا: خاکستر کمتر از ۰٫۱ درصد، مناسب برای فلزات گرانبها
- کاربرد: ایدهآل برای قالب ریژه طلا، نقره، مس و پلاتین
آلیاژها و فلزات در ریختهگری ریژه کدامند؟
این روش برای چند نوع فلز و آلیاژ خاص بهینه شده است:
۱- آلیاژهای آلومینیوم
| ویژگی | توضیح |
|---|---|
| کاربرد | بدنه موتور خودرو با ضخامت کم |
| ویژگی | امکان تولید قطعات تا ۷۰ کیلوگرم |
| مزیت | نسبت استحکام به وزن بالا |
۲- آلیاژهای منیزیم
| ویژگی | توضیح |
|---|---|
| کاربرد | قطعات سبک هواپیما |
| ویژگی | تولید قطعات با میانگین وزن ۱۰ کیلوگرم |
| مزیت | سبکی فوقالعاده (۳۵٪ سبکتر از آلومینیوم) |
۳- آلیاژهای مس
| ویژگی | توضیح |
|---|---|
| کاربرد | قطعات الکتریکی با رسانایی بالا |
| ویژگی | نیاز به جداسازی سریع از قالب پس از انجماد |
| مزیت | مقاومت به خوردگی و رسانایی عالی |
۴- آلیاژهای روی
| ویژگی | توضیح |
|---|---|
| کاربرد | قطعات تزئینی و سختافزاری |
| ویژگی | مناسب برای قطعات ظریف و پیچیده |
| مزیت | قابلیت آبکاری آسان |
۵- چدن خاکستری هیپویوتکتیک
| ویژگی | توضیح |
|---|---|
| کاربرد | قطعات مقاوم به سایش مانند دیسک ترمز |
| ویژگی | محدودیت در وزن (کمتر از ۱۰ کیلوگرم) |
| مزیت | مقاومت حرارتی و جذب ارتعاش بالا |
کاربردهای قالب ریژه
ریختهگری ریژه در صنایع مختلف کاربردهای گستردهای دارد.

۱- صنعت خودروسازی:
- تولید پیستونها با دقت ابعادی تا ۰٫۱ میلیمتر
- ساخت سرسیلندر موتور با تحمل دمایی تا ۳۰۰ درجه سانتیگراد
- تولید کالیپر ترمز با مقاومت به فشار تا ۲۰۰ بار
۲- صنعت روشنایی:
- ساخت محفظههای نور LED با ضخامت یکنواخت ۲ تا ۵ میلیمتر
- تولید پایههای چراغ خیابانی با طول عمر بیش از ۲۰ سال
۳- لوازم خانگی:
- تولید قابلمههای آلومینیومی با ضخامت متغیر از ۳ تا ۸ میلیمتر
- ساخت بدنه یخچال با مقاومت به خوردگی تا ۱۵ سال
۴- صنعت هوافضا:
- تولید پرههای توربین با تحمل دمایی تا ۱۰۰۰ درجه سانتیگراد
- ساخت قطعات بدنه هواپیما با وزن ۳۰٪ کمتر نسبت به روشهای سنتی
۵- تجهیزات پزشکی:
- تولید ایمپلنتهای دندانی با دقت سطح تا ۰٫۰۵ میکرون
- ساخت بدنه دستگاههای تصویربرداری پزشکی با ضریب جذب اشعه X کمتر از ۰٫۱٪
جمعبندی: نوآوریهای قالب ریژه در صنعت طلا و جواهر
قالب ریژه از نیروی ساده جاذبه برای ساخت انبوه قطعات فلزی باکیفیت بهره میبرد. این فناوری با سه روش – از دستی گرفته تا کاملا خودکار – به نیازهای متنوع تولیدکنندگان پاسخ میدهد.
قالبهای ریژه طلا، چه از جنس چدن و چه گرافیت، هر کدام ویژگیهای خاص خود را دارند. اگرچه هزینه اولیه بالا و محدودیت در ساخت اشکال بسیار پیچیده از چالشهای این روش است، اما دقت، سرعت و کیفیت بالای محصولات، آن را به گزینهای محبوب در صنایع مختلف، از خودروسازی تا جواهرسازی، تبدیل کرده است.
سوالات متداول
قالبهای چدنی برای تولید انبوه و قطعات بزرگتر مناسبترند، درحالیکه قالبهای گرافیتی برای تولید شمشهای کوچک و با کیفیت بالا، خصوصاً در صنعت جواهرسازی، استفاده میشوند.
گرمکردن قالب تا دمای حدود ۲۰۰ تا ۳۰۰ درجه سانتیگراد از شوک حرارتی به مذاب جلوگیری میکند و باعث جریان بهتر فلز مذاب در قالب میشود.
خیر، این روش برای تولید قطعات با اشکال بسیار پیچیده یا ابعاد بسیار بزرگ محدودیت دارد و بیشتر برای تولید قطعات متوسط و کوچک در تعداد زیاد مناسب است.





